


近日,我院机电工程系博士后武鑫磊在航空航天领域难切削材料加工方向取得重要进展,相关研究成果《工作介质自动追优冲注的电火花电弧复合铣削:一种新型高效加工方法》(Electrical discharge and arc milling with automatic tracking of optimal flushing direction: A novel high-efficiency compound machining method)发表于《Chinese Journal of Aeronautics》期刊。
《Chinese Journal of Aeronautics》是航空航天领域的国际顶级期刊,全球航空航天SCI期刊排名第2,中国科技期刊卓越行动计划领军期刊,目前影响因子为5.7(SCI一区)。论文第一作者为青年教师武鑫磊,通讯作者为刘永红教授,中国石油大学(华东)为第一署名单位和唯一通讯单位。该研究得到国家重点研发计划、装备预研教育部联合基金、山东省高等学校优秀青年创新团队,以及山东省自然科学基金的联合资助。
论文首页
电弧铣削方法因具有加工效率高、加工成本低、不受被加工材料的强度和硬度限制等优点,在航空航天、军事工业领域常用的钛合金、高温合金等难切削材料零件高效粗加工中得到了较好应用。但在加工过程中,若蚀除材料不能及时排出,会导致短路回退甚至工件烧伤,影响加工效率和稳定性。针对这一问题,本文提出了工作介质自动追优冲注高效电火花电弧复合铣削新方法,设计出了自动追优冲气装置。在电火花电弧复合铣削过程中,可根据进给方向将外部冲注工作介质的冲注方向自动调整为最佳方向,大大提高了加工性能和加工稳定性。
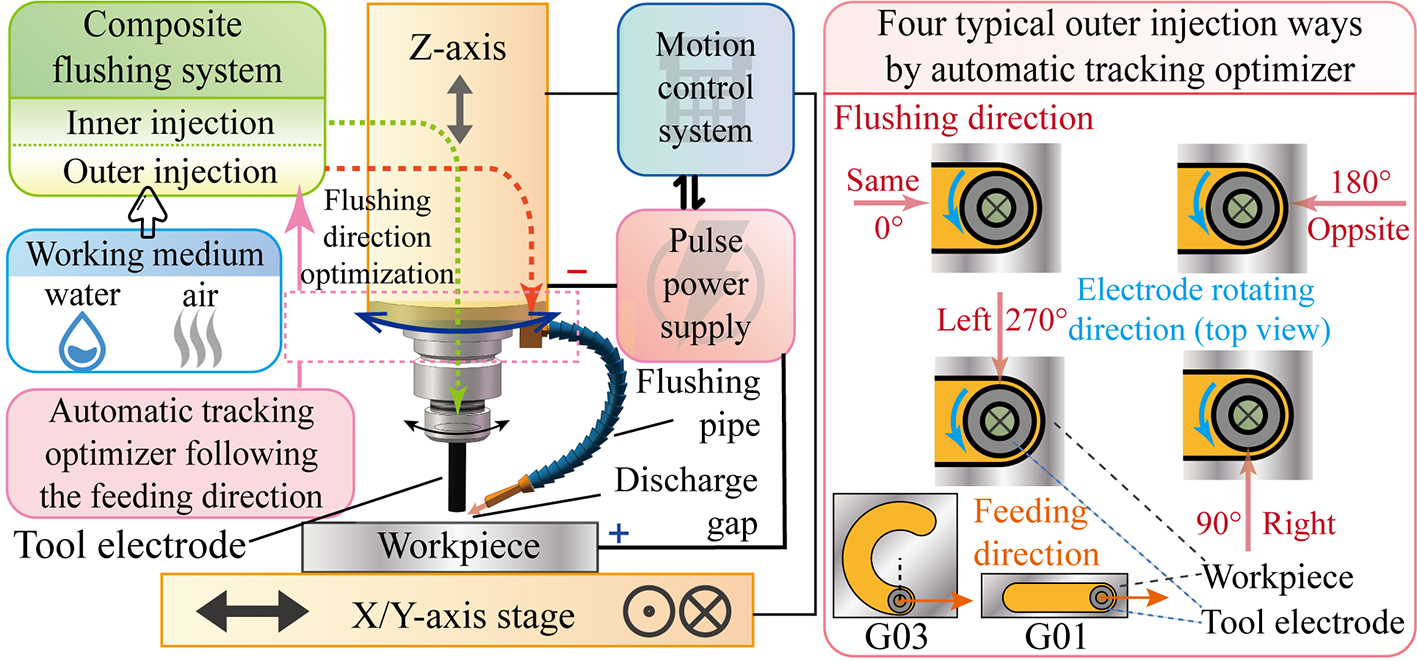
加工方法原理图
研究了不同工作介质冲注和工艺参数对钛合金的加工效率、电极相对损耗率、加工误差、工件表面和截面结构等的影响规律。结果表明,采用外冲压缩空气、内冲注去离子水、自动追优反向冲气的复合冲注方法,可以获得较好的加工性能和环境友好性能。该方法在航空航天、军工等领域的难切削材料零件加工中具有广阔的应用前景。

使用新方法加工的钛合金涡轮盘样件
论文链接:https://www.sciencedirect.com/science/article/pii/S1000936123002674
